uCorp Design Techno
These target parameters go first to the sales engineer. The engineer reviews the customer’s requirements (performance, environmental considerations, quantities and cost) to determine if there is a standard product that meets the customer’s needs. If not, perhaps a slightly customized version can be built with standard parts or, failing that, a completely custom design will be required.
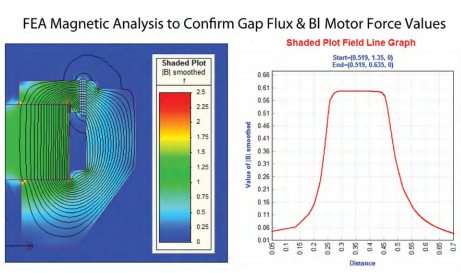
The design engineer plays a critical role in the creation of the project plan, so let’s discuss engineering’s contribution to this process. The engineer starts with the target parameters and any other specifications that the customer may have provided, such as power handling, sensitivity, frequency response and, perhaps, more advanced specs such as BL (motor force) and distortion limits. Advanced modeling tools are then used to simulate various aspects of the design. Values for the voice coil, magnet and soft parts (diaphragm and suspension) are input into a program such as SpeaD or FINEMotor, which then outputs a complete set of parameters for the speaker design.
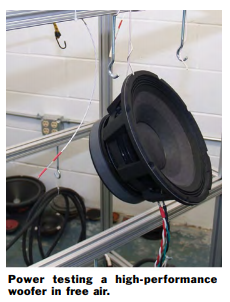
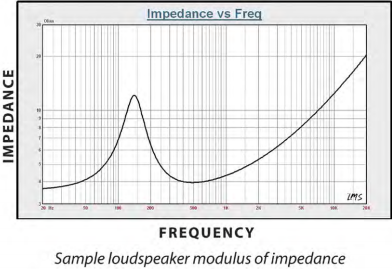
Validating the power rating of the loudspeaker is the last step before production. An industry standard power rating test is used, and there are several standards to choose from, such as AES, IEC and EIA. Typically, a test signal (usually pink noise) is applied to the speaker under test for anywhere from two to 100 hours, stressing the speaker thermally and mechanically. At the end of the test, the speaker should still be operational with no significant change in its frequency response, impedance and distortion measurements. Pumping 1000 watts of audio signal through a professional loudspeaker during a power test will generate a dangerous amount of noise. That’s why power tests are conducted in a power testing.

Now that the design has been completed, validated and approved by the customer, it’s ready for mass production. There’s not enough space here to describe the entire process, so we’ll touch on two points: magnetizing and production testing. The magnets in loudspeakers come from their vendor in an uncharged state, so they must be magnetized during the production process. The magnetizer unit must have enough strength to charge the magnet’s material using an intense magnetic field, and robust enough to do it with a short cycle time that keeps the production line moving. An undercharged magnet can cause reduced sensitivity and under-damped behavior in the finished loudspeaker.
Best Practices, Best Results Thrilling Loudspeaker Experiences. Unmatched Performance for the Price.
The audio industry is literally driven by loudspeakers. They’re the final components in the signal chain, and the ones most likely to influence the overall sonic quality of the source material. An improperly specified and implemented loudspeaker can doom an otherwise competent system design. For the loudspeaker design/manufacturer, understanding the customer’s need is the essential first step. Only then can the manufacturer engineer and build a product that satisfies all criteria, including quality, performance and cost parameters. Loudspeakers are ubiquitous—from the PA system in a subway car to line arrays at a rock concert—so it’s easy to take them for granted. But understanding what goes into the design and manufacturing of loudspeakers can help you make smarter decisions when specifying them for a project. You’ll have better informed discussions with your loudspeaker manufacturer, too. An industry colleague often refers to the process of loudspeaker design as “one part wisdom and one part witchcraft.” Although there’s still an element of magic at work in designing a loudspeaker, modern design tools, materials and processes have replaced much of the “witchcraft” that speaker designers were forced to practice a generation ago. Most loudspeaker manufacturers take similar steps in the design process, but all of them have a unique approach that is used regardless of the speaker size.
With the Prime and Ultra Series Speakers, uCorp is bringing world class sound quality to more people than ever before. With both 2-channel stereo and home theater surround sound systems, uCorp speakers deliver a truly high-end audio experience with precise imaging, absolute transparency, wide dynamic range, pinpoint accuracy and powerful dynamics. uCorp speakers reveal the full sonic impact of what an artist or sound engineer intended with perfect clarity for “like-being-there” audio experiences.
Security Policy
In an organization, a security policy is a written document that states how to protect the organization from threats and company's physical and IT assets.